
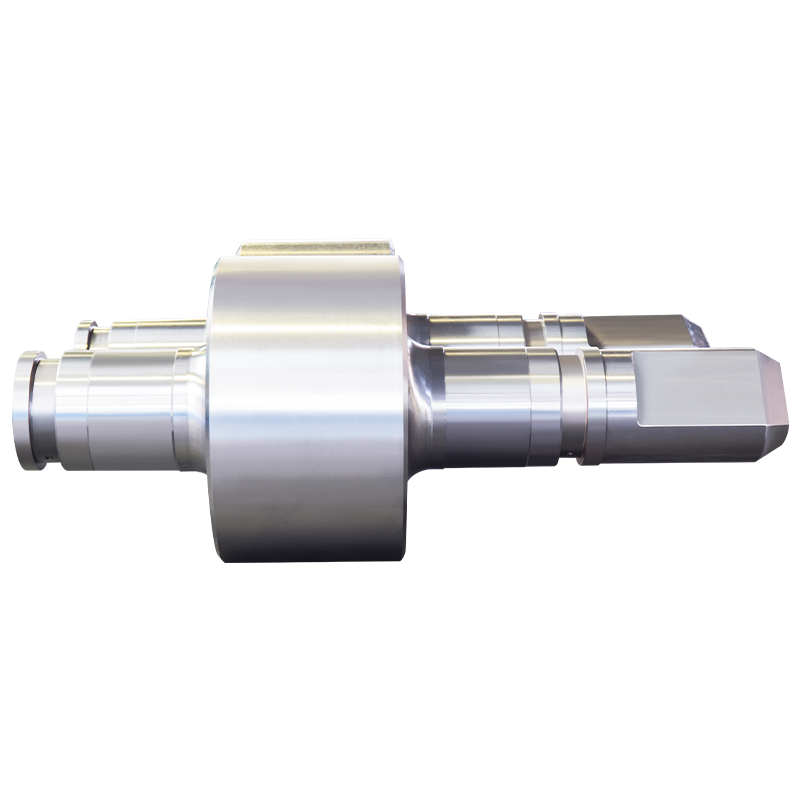
Первоначальная оценка валки из легированной литой стали начинается с тщательного визуального и размерного осмотра. На этом основополагающем этапе выявляются дефекты поверхности и гарантируется, что валок соответствует точным физическим характеристикам перед более сложными испытаниями. Инспекторы тщательно проверяют всю поверхность валков, включая корпус и шейки, на предмет каких-либо признаков неровностей отливки, таких как включения песка, газовая пористость, шлаковые пятна, холодные замыкания или трещины. Наличие таких дефектов, даже если они поверхностные, может выступать в качестве концентраторов напряжений и привести к катастрофическому разрушению при нагрузках качения. Одновременно критические размеры проверяются с помощью прецизионных инструментов, таких как микрометры, штангенциркули и лазерные сканеры. Диаметр ствола, длина, диаметр горловины и концентричность проверяются по допускам производственного чертежа. Любое отклонение, особенно биение или конусность, может вызвать вибрацию во время работы мельницы, что приведет к ухудшению качества продукции и ускоренному износу подшипников.
Качество валков из литой легированной стали определяется его химическим составом и внутренней микроструктурой, которые напрямую определяют его твердость, прочность, ударную вязкость и износостойкость. Этот анализ подтверждает, что рулон изготовлен из материала соответствующего сорта и прошел надлежащую термическую обработку.
Спектроскопический анализ проводится, часто с использованием оптической эмиссионной спектрометрии (OES), для проверки процентного содержания всех ключевых легирующих элементов. Типичная проверка включает в себя:
Результаты должны строго соответствовать указанному диапазону оценок, поскольку даже незначительные отклонения могут существенно изменить производительность.
Срез рулона (часто из выброшенного конца или специально отлитого купона) подготавливается, полируется, травится и исследуется под микроскопом. Это раскрывает микроструктуру. Желаемая структура валков из высококачественной легированной стали обычно представляет собой отпущенную мартенситную или бейнитную матрицу с равномерной дисперсией мелких твердых карбидов. Оценщики ищут:
На этом этапе количественно оцениваются эксплуатационные характеристики валка в смоделированных условиях эксплуатации. Испытания проводят на образцах, выточенных из тела валка, или на прикрепленных к ним испытательных блоках, отлитых из той же плавки.
Твердость является наиболее часто проверяемым свойством, указывающим на износостойкость. Оно измеряется поперек поверхности и глубины бочки валка с использованием стандартизированных методов:
| Масштаб | Типичный диапазон валков из литой легированной стали | Цель измерения |
| Шор-склероскоп (HS) | 60 - 85 ГС | Общие характеристики поверхности, неразрушающие. |
| Бринелл (HBW) | 400–650 ХВТ | Стандарт сертификации материалов. |
Постоянный профиль твердости по всей длине ствола и от поверхности до сердечника (в заданных пределах) необходим для обеспечения равномерного износа и предотвращения растрескивания.
Неразрушающий контроль имеет решающее значение для обнаружения внутренних дефектов без повреждения рулона. Ультразвуковой контроль (УЗК) – это основной метод, при котором в рулон передаются высокочастотные звуковые волны. Отражения от внутренних неоднородностей, таких как усадочные полости, горячие разрывы или несплавленные зоны, отображаются на экране. Квалифицированный техник наносит на карту местоположение, размер и ориентацию любого дефекта. Принятие или отклонение основано на заранее определенных критериях, касающихся размера дефекта, его местоположения (например, под поверхностью или глубокого ядра) и его близости к областям критического напряжения, таким как скругление шейки. Другие методы неразрушающего контроля, такие как магнитопорошковый контроль (MPI), могут использоваться на участках поверхности для выявления мелких трещин.
Для уже находящихся в эксплуатации рулонов оценка качества переходит от лабораторных испытаний к показателям эксплуатационных характеристик. Эти реальные данные имеют неоценимое значение для проверки первоначального качества и определения будущих покупок. Ключевые показатели эффективности (KPI) тщательно отслеживаются для каждого комплекта валков, включая общий тоннаж, прокатанный до повторного шлифования, количество циклов перешлифовки, выполненных за срок службы, а также причины окончательного вывода из эксплуатации (например, износ, растрескивание, выход из строя подшипника шейки). Стабильная, превосходная производительность в нескольких кампаниях от конкретного производителя или плавильного завода является мощным индикатором высокого и стабильного качества. Эти данные часто объединяются в паспорт или журнал валков, создавая полную историю срока службы, которая учитывается при составлении графиков технического обслуживания и выборе валков для различных клетей прокатного стана.
Оценка качества рулонов выходит за рамки физического продукта и зависит от возможностей и надежности производителя. Комплексный аудит поставщиков оценивает весь производственный процесс. Это включает в себя проверку сертификатов системы менеджмента качества (например, ISO 9001), проверку литейного производства, контроля процесса плавления, оборудования для термообработки и возможностей механической обработки. Проверка сертификатов испытаний поставщика (сертификатов испытаний материалов или заводских сертификатов) на химические и механические свойства является обязательной. Поставщик с хорошей репутацией обеспечивает полную отслеживаемость от номера плавки расплава до готового рулона. Установление партнерских отношений с технически опытным поставщиком, который проводит строгие технологические проверки, часто является наиболее эффективной долгосрочной стратегией обеспечения стабильного качества рулонов.
Copyright © Хучжоу Чжунхан Ролл Ко., Лтд. All Rights Reserved.


 中文简体
中文简体 для пруткового стана")
 для валков горячей прокатки")
 для пруткового стана")
 для сортового стана")
 для чернового стана")
 для промежуточного стана")
 для чистового стана")
 для предчистовой клети")